
Fallecen intoxicados 5 empleados de Sapal.
Hacían trabajos en la planta tratadora de aguas residuales cuando inhalaron un químico y perdieron el conocimiento;
personal de seguridad los encontró.
Titular terriblemente impactante. Una dolorosa tragedia cualquiera que sea la causa. Desconozco los motivos y no me corresponde hacer conjeturas sobre las causas que lo originaron. Trabajé en SAPAL durante 6 años y considero que profesional y personalmente debo agradecer el trato y las experiencias que viví, por lo que lamento la situación que enfrentan gerencias, trabajadores y directivos.
Pero el hecho me hace presente la experiencia vivida en la planta de tratamiento de desbaste como se le llamaba. Una experiencia que me parece que debo relatar, que, aunque en 2010 nos llevó a ganar un premio por innovación tecnológica, tuvo un difícil y trágico comienzo.
Al hacerme cargo de la dirección general de SAPAL en 2007, la primera piedra de la planta de desbaste se había puesto y mi antecesor comenzó con la construcción de la planta. La construcción estaba a cargo del concesionario de la planta municipal, pero la nueva planta no iba a estar operada por ellos mismos, sino que la operaría SAPAL. La obra se estaba realizando con un proyecto elaborado por una empresa distinta a la concesionaria, de la cual formaba parte el director del Instituto de Ingeniería de la UNAM, lo cual parecía garantizar su calidad. Pero la situación no me parecía lógica, ¿construir una nueva planta en los mismos terrenos entregados en comodato a la concesionaria y operarla por parte de SAPAL, cuando los constructores eran los propios concesionarios?
En las primeras pláticas con el concesionario le hice el planteamiento de que me parecía que ellos mismos debían operar la nueva planta. Y la sorpresa fue que me dijera que ellos no operarían la planta si se construía con el proyecto vigente y que en todo caso me pedía que el proyecto se revisara, tomando en cuenta la calidad de las aguas que llegaban a la planta desde la zona industrial de León.
En la etapa de diseño del proyecto, y debido a que la mayoría de las industrias no se habían reubicado en los parques industriales autorizados, la ingeniería de proyecto partió de una caracterización realizada por muestreos aleatorios en diferentes curtidurías, al no contar con un colector de aguas residuales que ofreciera la muestra real de la caracterización del agua residual de la industria curtidora. Esto hizo que los valores de calidad del agua del proyecto no fueran los más representativos.
Nos pusimos en contacto con la empresa autora del proyecto, con la cual afortunadamente no se había finiquitado el contrato, solicitando una revisión del proyecto, tomando en cuenta que la industria curtidora reubicada vertía ya sus aguas residuales a un colector. La empresa revisó el proyecto.
Una vez desarrollada la ingeniería y ya iniciada la construcción, con el fin de tener elementos para su validación, solicitamos, como figuraba en el proyecto, que se construyera una planta piloto de menos de 1 lps que simulara los sistemas de tratamiento de agua y lodos, alimentándose con las aguas residuales del colector de la zona sur-poniente de la industria curtidora reubicada.
A continuación, se presentan los parámetros que se consideraron para el diseño del módulo y los parámetros que recibió la planta piloto del colector industrial:
| Parámetro | Bases de diseño con muestras puntuales | Modificación con caracterización del colector |
| DQO Total ppm | 16,758 | 16,758 |
| DBO5 Total ppm | 4,297 | 6,179 |
| SST ppm | 6,763 | 8,512 |
| Sulfuros ppm | 70 | 456 |
| pH (unidades) | 6 A 8 | 6 A 10 |
| Sulfatos ppm | * | 3,086 |
| *No se cuantifico |
Los resultados obtenidos por la planta piloto y las nuevas caracterizaciones del agua de entrada pusieron al descubierto la baja eficiencia de procesos unitarios fundamentales del tratamiento del agua. Además de la generación de elevadas concentraciones de ácido sulfhídrico que representaba un riesgo en la operación de ésta. La prueba resultó trágica, porque dos empleados de la empresa murieron por la inhalación del ácido sulfhídrico.
En una planta piloto de menos de 1 lps había generado un riesgo trágico para dos personas. ¿Qué podría pasar en una planta de 150 lps? Exigimos a los diseñadores los elementos de seguridad para evitar los riesgos del personal que operara la planta, aunque la operación estuviera concesionada. La empresa nos presentó en una semana el equipo y la metodología para asegurar la operación y evitar los riesgos. El equipo necesario y su instalación hasta probarse, rebasaba el monto disponible para la planta. Ni el equipo, ni el proyecto resultaban viables.
Con los concesionarios y nuestra gerente de saneamiento nos abocamos a encontrar una solución con un proyecto en costo y sin los riesgos del tratamiento anaerobio que generaría un gran volumen de ácido sulfhídrico.
Con el fin de poder cumplir con las condiciones de descarga, elevar la confiabilidad y las eficiencias de remoción de las operaciones y procesos unitarios, reducir de manera importante las condiciones de inseguridad derivadas de la presencia de altos contenidos de sulfatos y sulfuros, aprovechar al máximo las instalaciones construidas y ocupar el equipamiento adquirido, se vio la necesidad de realizar una reingeniería del proyecto. Las modificaciones realizadas fueron las siguientes:
Pretratamiento: se incorpora un nuevo tipo de rejillas mecánicas finas especiales para el tipo de agua residual, del tipo tambor, milimétricas (0.1 mm) y micrométricas (0.3 mm), se adiciona una bomba tornillo para poder verter las excedencias.
Homogeneización: se transformaron en tanques de oxidación de sulfuros mediante la adición de aeración por difusión, y la dosificación de un catalizador (Oxido Manganoso) para alcanzar eficiencias de oxidación mayores al 90 %, con lo que se resolvía el problema de liberación de sulfuros a la atmósfera, así como de demandas adicionales de oxígeno en el proceso biológico aeróbico.
Tratamiento fisicoquímico: se disminuyó el número de unidades en operación de 3 a 2, ocupándose la unidad restante para tratar con coagulación y floculación los flujos de retorno del agua de servicios que, hasta entonces, no había sido considerado. Con el fin de disminuir la alta salinidad (conductividad) en el agua y elevar la viabilidad del tratamiento biológico, se dispuso la mezcla de hasta 30 L/seg de agua de dilución procedente del efluente tratado de la planta municipal, previo a su ingreso al tratamiento biológico.
Tratamiento biológico: con objeto de evitar la reducción de los sulfatos y sulfuros en ácido sulfhídrico en el proceso de reactores anaeróbicos de flujo ascendente (RAFA) híbridos, se decidió eliminar este proceso, y con base en los resultados de las pruebas de tratabilidad, se transformaron los reactores anaeróbicos en reactores aeróbicos de lodos activados de primera fase. Los reactores aeróbicos de lodos activados originales operarían como reactores de segunda fase en serie con los primeros. De este modo se operaría por completo en procesos aeróbicos los cuales ya no tendrían que oxidar sulfuros, y en especial los de segunda etapa, ya no recibirían una sobrecarga por la baja de la eficiencia que presentaban los reactores anaeróbicos originales. Así mismo en ningún paso de la línea de tratamiento de agua se tendría producción de sulfuros eliminando de esta manera las condiciones inseguras de operación.
Con la finalidad de compensar los sobrecostos de energía por el incremento en consumo de oxígeno, y mantener los costos unitarios del diseño original, se permitió el aprovechamiento del 50 % biogás de la Planta de Tratamiento de Aguas Residuales municipales, para lo cual se instaló una planta para la cogeneración y aprovechar este recurso. Una vez realizada la reingeniería el módulo de desbaste inició operaciones en octubre del 2009.
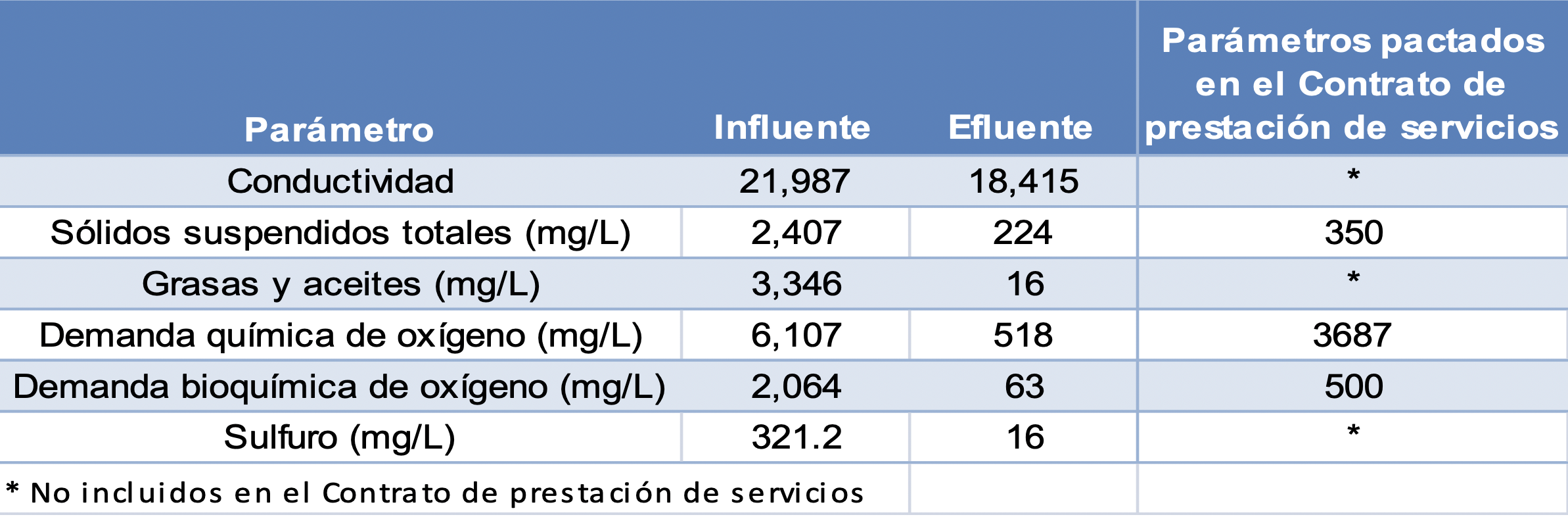
El efluente del módulo de desbaste con las características arriba mencionadas era enviado a la PTARM, para ser mezclado con el agua de salida, cumpliendo con la normatividad de vertido de aguas residuales, contribuyendo al saneamiento del Río Turbio, y evitando verter 395,280 m3/mes de agua residual con altos contenidos fisicoquímicos y biológicos.
La reingeniería descrita resultó una innovación en la concepción y operación de plantas industriales en México, en especial por las altas cargas contaminantes del influente y la dificultad que presentaba su disminución, así como disminuir el elevado riesgo en la operación que se generaba con el proyecto original. Las soluciones técnicas realizadas en el proceso de reingeniería del módulo de desbaste, en especial la utilización de dos procesos aerobios, constituyen una innovación para el tratamiento de aguas residuales con altos contenidos de sulfuros y sulfatos, ya que con esto se elimina el riesgo de la formación de elevadas concentraciones de ácido sulfhídrico si se hubiera empleado un proceso anaerobio con este tipo de agua. Otro punto importante es el planteamiento que se le dio a la solución del tratamiento de las aguas residuales de manera integral con dos plantas de tratamiento (módulo de desbaste y la PTARM), considerando el saneamiento como una problemática de toda la ciudad, y no como un tema que sólo debiera resolverlo la industria involucrada. Con esto se logró que los costos sumados de operación e inversión de los sistemas de saneamiento se mantuvieran sin repercusiones en el recibo del usuario final. Este proyecto mereció a SAPAL un premio.
Pero nada es perfecto, ni fueron felices para siempre, el funcionamiento de esta planta exige que se cumpla con la calidad del influente industrial. La alteración en más, de los parámetros y el incremento de sólidos y desperdicios, sobre todo en grasas y sal, no permite cumplir con los parámetros de salida. Ello nos llevó a una supervisión cercana y constante de los procesos con personal experimentado y a una permanente negociación y supervisión de los vertidos industriales, con cuyos representantes formamos un grupo permanente de trabajo, lo que, hasta mi salida a finales de 2012, funcionó en beneficio de ellos mismos para garantizar y respaldar los procesos de exportación por el tratamiento de sus vertidos.